POINT
超音波振動によって熱可塑性樹脂の加工を行う装置
超音波による熱可塑性樹脂(熱で溶けるプラスチック)の溶着機は、「超音波溶着機」または「超音波ウェルダー」とも呼ばれています。
超音波溶着機を使用している業界は幅広く、自動車の部品や各種容器、医療機器、生活用品、玩具、家電の溶着などに用いられています。
超音波溶着機の主な構成
超音波溶着機は主に発振器、振動部ユニット、プレス装置と工具ホーン(超音波ホーン)から構成されています。
工具ホーン(超音波ホーン)は、振動部で発生した振動を増幅し、ワークに伝達することで溶着を実現します。また、プレス装置を使用せず、発振器、振動部ユニット、工具ホーンを組み合わせたタイプの機器も存在します。

発振器
「発振器」は高周波電力の供給に加え、共振周波数の制御などを行っています。
共振周波数は使用する工具ホーン(超音波ホーン)によって異なり、動作時の温度にも影響を受けます。また、溶着中の加圧により変動するため、最適な周波数に調整する「周波数追尾回路」を搭載しています。
当社の超音波溶着機は「定振幅回路」が搭載されており、これはホーン先端の振幅を一定に保つ機能です。溶着時の加圧力に影響されることなく、常に設定された振幅を維持するよう作動し、安定した溶着が可能となるよう制御しています。超音波振動用の電力供給と制御を行っているため、「発信器」ではなく「発振器」と表記されています。
振動部ユニット
「振動部」は素子で構成された振動子(BLT)と振幅を増幅する固定ホーンから構成されています。
固定ホーンによって振幅がさらに増幅され、その振動が工具ホーン(超音波ホーン)を通じてワークに伝達されます。工具ホーンは、用途やワークに応じてさまざまな形状で製作されます。
工具ホーンに無理に追加工を施すと、共振周波数のズレや振動モードの悪化を引き起こし、溶着不良やホーンの破断リスクが高まります。そのため、当社ではお客様による工具ホーンの追加工をお控えいただくようお願いしています。

プレス装置
プレス装置は、溶着プロセスにおいて非常に重要な役割を果たします。まず、ワークに適切な圧力を加え、溶着面がしっかりと密着するようにします。
これにより、超音波エネルギーが効率よく伝達され、強固な溶着が実現します。さらに、ワークの正確な位置決めや高さ調整を行うことで、溶着精度が向上し、溶着強度を均一に保つことができます。その結果、歪みや破損のリスクを防止します。
工具ホーン
工具ホーン先端から伝達された振動は、熱可塑性樹脂に伝わり、樹脂内部にも波及します。
その振動は、樹脂同士が接触する界面で衝突や摩擦、変形によって発熱し、樹脂を溶融させ、溶着を行います。
超音波溶着のポイント
超音波溶着のポイントを押さえるにあたっては、まず超音波溶着の特徴を把握することが肝要です。
以下は超音波溶着の基本的な特徴であり、具体的な用途に対してはこれらの特徴の二つまたはそれ以上が同時に作用することになります。特に、伝達溶着で溶着強度、美観、気密性等を維持するためには溶着部の形状設計が必要です。プラスチック接合部の適正な形状設計を怠ると、その構造や工程の都合で十分に超音波の威力が発揮されない恐れがあります。
- 1.介在物の散逸
- 溶着界面は超音波振動を行うので、溶着部分に付着している塵や粉体、液体を吹き飛ばして溶着できます。
粘度の高い油、塗膜等も同様に溶着することが可能な場合もあります。
- 2.連続シール
- 工具ホーン先端部は大振幅で振動しているので、見掛けの摩擦が減り溶着材料と相対的に移動させることが容易となります。
- 3.溶着溶断
- 先端を鋭利にした工具ホーンまたは鋭利な治具で溶着を行うと、その際から溶断することができます。
ワンショットによる溶断とシートやフィルムの連続溶断工法があります。
- 4.伝達効果
- 工具ホーンのあたり面から離れた溶着部分を振動の伝達により発熱させることが可能です。
この時、外観を損ねるリスクは非常に少ないですが、成形品の形状によっては振動が集中し、予期せぬ部位が溶融してしまう場合もあります。
- 5.気密溶着
- 溶着部のデザイン次第で、高い内圧がかかる製品の気密溶着が可能です。
- 6.応力効果
- 工具ホーンから伝達された超音波振動がプラスチック内の特定の部分に集中すると、強い応力を生じその部分が発熱溶融します。
この現象を利用したのがゲートカット工法であり、ゲート形状のデザインによりゲート残りが無いカットが可能です。
- 7.金属インサート
- 金属ナット等の金属部品に超音波振動を与えることで、プラスチックへのインサートが可能です。
- 8.プラスチックの再成形
- 成形されたボスを溶かし工具ホーン先端形状に再成形(リベット)することで、プラスチック同士あるいは金属とプラスチックを接合できます。
インパルスカシメや熱カシメと比較して短時間でのリベットが可能です。
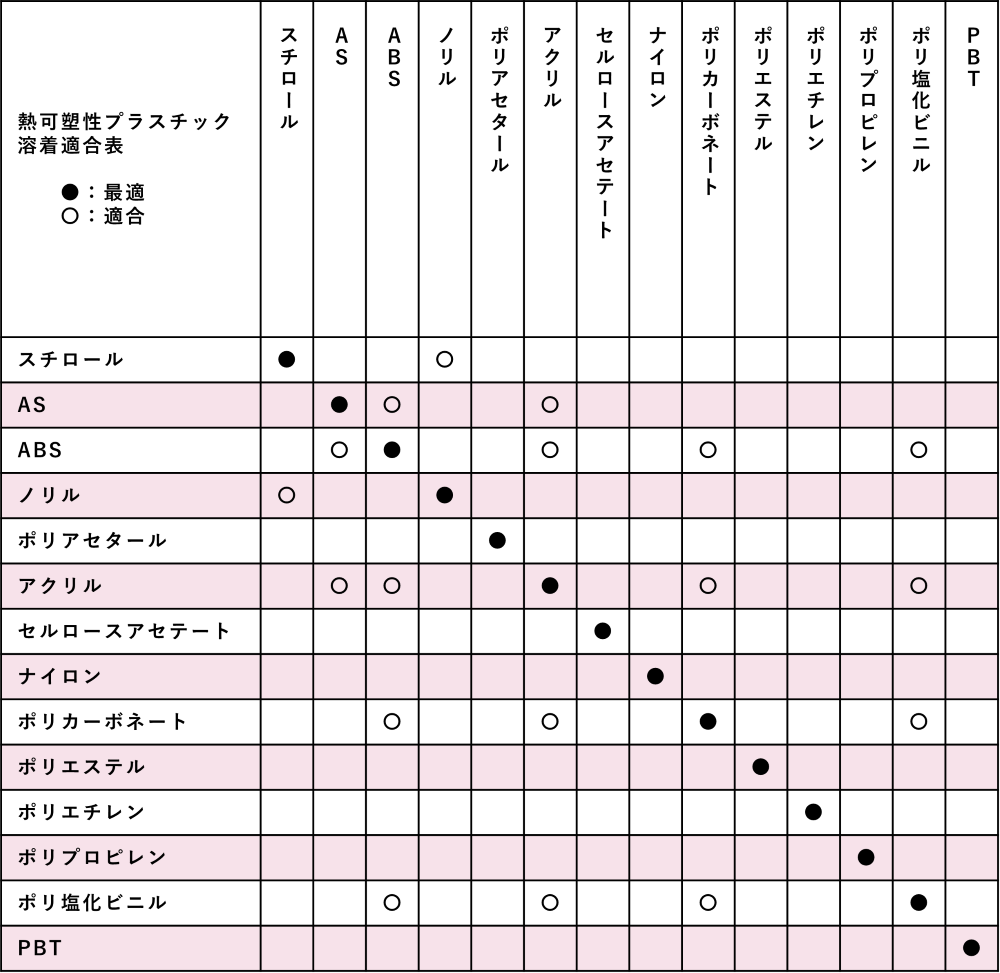
- 9.異種プラスチックの溶着
- 塩ビとABSやポリカーボネートとアクリル、ABSに対するAS、アクリル、ポリカーボネートなどの異種材質の溶着が可能です。
各樹脂の特性について知りたい方は
こちら